


As one of the world’s leading mining nations, South Africa is ideally placed to benefit from current high commodity prices, and mining companies are being urged to invest in production capacity to ensure they can leverage the country’s resources to the full. This could be good news for everyone, but the challenge is to find investments that work quickly enough to boost production while prices remain at a premium.

One often overlooked option is to make a modest investment in active safety and maintenance: with a system that can be installed quickly, mining companies can reduce downtime immediately, ensuring that they don’t end up sitting on the sidelines while their competitors enjoy the boom. Most mines lose many hours every year due to critical machinery failure and downtime, so the investment could pay off very quickly when prices are rocketing.
A heat detection system originally designed for fire protection is ideal for ensuring the smooth operation of critical mining machinery that can otherwise result in significant revenue loss. By protecting existing investments such as belt conveyor infrastructure, mines will also minimise the need for replacement parts and new systems at a time when supply prices are also heading upwards and availability is tight.
Keep the belt conveyors rolling
The transport of mined materials has already been identified as a bottleneck in South African mining output, with big investment requirements highlighted in rail and port infrastructure. While these will take years to reach fruition and may be beyond the power of individual companies, on-site transportation is a key area that can be addressed. Belt conveying systems are the lifeblood of many mines, but despite their importance, there are still significant challenges to guaranteeing their operation. This is because of an equipment footprint that ranges from a few metres to several kilometres.
Mines producing various types of mineral commodities use a formidable network of belt conveyors to move extracted material – both product and waste – from the working mine to storage, loading and transportation bays. Unlike vehicle transportation, belt conveyors are not easily replaced. A damaged conveyor is typically repaired, but any downtime has knock-on effects to the wider operation because extracted produce simply can’t be moved without them. Quite simply, they are among the most critical pieces of equipment used in the mining industry, and typically operate under very harsh conditions.
Heat detection tackles two key hazards
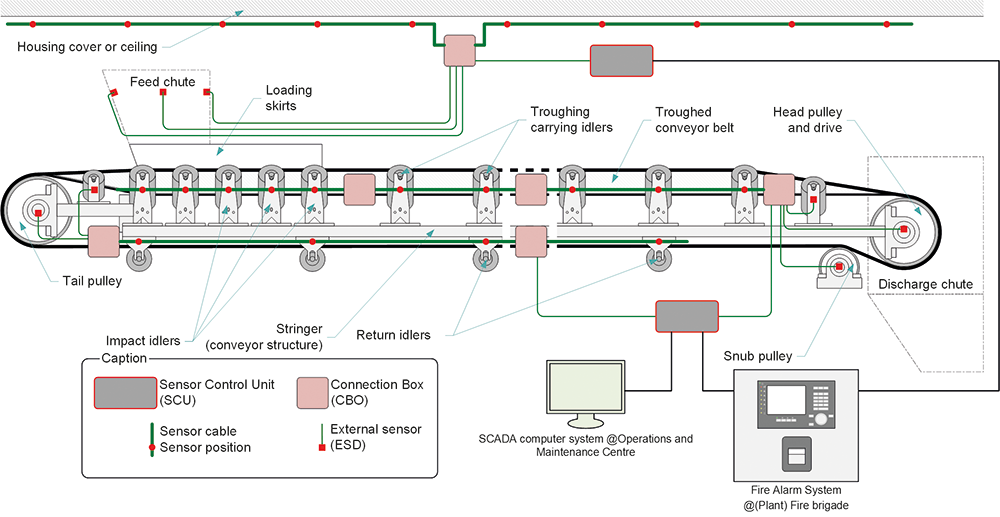
Two of the most common reasons for conveyor downtime are worn-out parts and fire. In fact, the two can be closely related, as faulty parts often overheat due to friction and start a blaze. It is therefore paramount to have a professionally designed, early warning monitoring system capable of detecting overheating conveyor system components as well as fires. This allows for the protection of the whole conveyor system by detecting and reacting to relevant temperature changes as early as possible.
The chief problem with monitoring conveyors is that only a relatively small number of components are grouped around the head and tail sections. Most of them are spread along the length of the belt conveyor. One of the critical components are the idlers. A small belt conveyor of 150 m has nearly 450 carrying idlers and around 50 return idlers. For the average mining operation, these conveyors are a regular source of downtime and bottlenecks, leading to lost revenues every year.
For example, the Maritime Terminal of Ponta da Madeira in Brazil operates a total length of 120 km of conveyor belts and around 200 000 idlers scattered on roughly 500 ha. Internal data shows that, between 2014 and 2016, fires caused by idler failures amounted to a total material loss of approximately US$485 000, combined with a total operational downtime of around 600 hours.
Such downtime can be kept to a minimum by using techniques developed for Very Early Warning Fire Detection (VEWFD). These seek to detect even small temperature changes that do not fit with ambient circumstances, with the intention of tackling an incipient fire before it can spread and cause real damage. The same principle, both in terms of detecting rising temperature and efficiently fixing problems early, can simultaneously be applied to wear and tear on idlers and other equipment along a belt conveyor. In both cases, early detection not only equates to less damage, but also minimises system downtime.
Precision is key
An early warning monitoring system in the harsh conditions of a mine faces a number of challenges: an outdoor environment with high temperature variations, high humidity, dust and debris, and the hindrance of additional installations running alongside the belt conveyor, such as piping and cable trays. Additionally, the system must be able to indicate precisely where the problem is. A general alarm may work against fire to a degree, but a faulty idler is unlikely to be found if the heat source cannot be pinpointed.
A damaged or blocked bearing of an idler roll can easily heat up by several hundred degrees. However, identifying an individual idler (slowly) developing a maintenance issue poses yet another significant challenge to the temperature detection system.
Line-type heat detectors with individual sensors
One reliable solution to overcome the challenges found in mining is the use of line-type heat detectors. Securiton SecuriHeat d-LIST is a resettable line-type heat detector system comprised of a series of individual hybrid temperature sensor circuits extruded in a robust cable. The sensor cable can operate in a large temperature range from -40°C to 120°C and each heat sensor circuit has a resolution of 0,1°C.
Having identified the bearings as the major heat source, monitoring their temperature as closely as possible is key for the most effective early warning system. The sensor spacing in Securiton’s cables can be tailored to the spacing of the idlers in each section of the belt conveyor. Additionally, external sensors in stainless steel casings can be screwed directly onto other components to be monitored.
Providing the maintenance team with temperature information in real time will allow them to either schedule preventive maintenance tasks or intervene on short notice in case of a fast-developing situation. With a system that can be designed and installed very quickly, a mine can start enjoying reduced downtime within months – while its product is fetching a premium price.


© Technews Publishing (Pty) Ltd. | All Rights Reserved.
 printer friendly version
printer friendly version